Каменные облицовки классически эффектны, прочны и надежны, обеспечивают защиту фасада и цоколя. А кроме того, исключительно красивы и эстетичны - и для наружной и для внутренней отделки, но стоимость натурального камня и его вес зачастую становятся буквально камнем преткновения при выборе материала облицовки. Масса облицовки и дополнительная нагрузка должна учитываться при проектировании даже несущих наружных стен, что уж говорить о легких перегородках и внутренних самонесущих стенах. И работа с природным камнем очень сложная и дорогостоящая. Причин задуматься немало - и выход, как всегда, нашелся. Искусственные каменные облицовки применяют достаточно давно, и они неплохо заменяют натуральные. Отлитый в формах камень декоративен и значительно легче по весу, механическая обработка намного проще, а крепеж можно выполнять надежный и недорогой. Применяют искусственный каменный декор очень широко: для наружных и внутренних облицовок, для ландшафтных малых форм - фонтан, клумба, цоколь беседки и веранды, верхнее покрытие садовой дорожки и множество других способов недорого и стильно украсить свой участок.

Финансовый вопрос всегда очень важен, и ценовая доступность искусственной каменной отливки делает этот материал популярным и любимым. Тем более, что технология изготовления каменной роскоши на дому уже опробована и проверена, мастер-классы имеются и все, что нужно - это желание, терпение и подготовка. Материалы для отливок находятся в свободном доступе, технологичные формы можно приобрести, а можно сделать собственноручно, например, из герметика.

Подробнее о разных составах искусственного камня
Технологии отливки камня по различным рецептам в целом совпадают. Но важно сразу определиться - какую конструкцию решено отделывать, и какие качества потребуются от облицовки. Для наружного фасада, и тем более его цокольной части, которая подвергается атмосферным стрессам, принимает на себя грязь и физические воздействия - нужен прочный и надежный камень. Для внутренних отделок по легким стенам и перегородкам главным критерием станет высокая эстетика и минимальный вес каменной отделки. Для облицовки комнаты или прихожей камни изготавливают на гипсовой основе, а фасадные камни отливают из цемента, мелкофракционного щебня, каменной крошки, песка и немалого количества присадок - для прочности, водоотталкивания, четкого рельефа и нужного оттенка. Цвета камню обеспечивают добавкой красящего пигмента, специального - не выщелачивающегося при совместной работе с цементом. Пигментов и добавок рынок предлагает огромный ассортимент, нужно только внимательно разобраться с техническими характеристиками, и конечно подобрать оттенок. Кроме того, следует учитывать и химию добавок в растворную смесь, не все компоненты можно добавлять одновременно.
Для качественного и красивого отделочного камня нужна хорошая форма. Формы приобретаются надолго, поэтому вкладывать средства выгоднее за качественные изделия - силиконовая матрица дороже пластиковой формы, но прослужит в десять раз дольше и позволит изготовить столько камня, сколько нужно, причем высокого стиля. Пластиковые дешевые формы, как было отмечено потребителями, слишком часто ломаются на первой опытной партии камня.

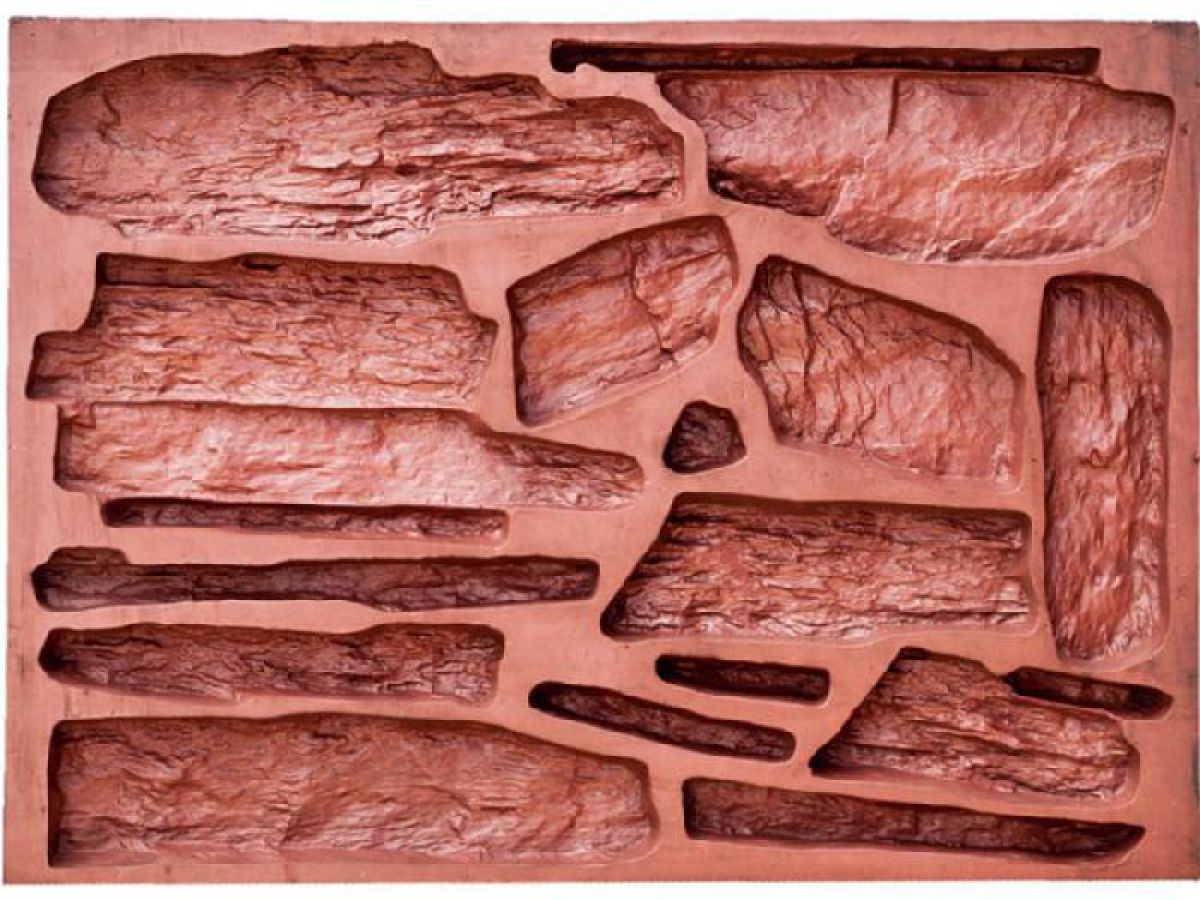
Виды форм для отливки искусственных камней
Специализированные строительные магазины сегодня удивляют ассортиментом товаров для домашнего творчества. Хэнд-мэйд переживает бум, и отделка, выполненная своими руками, используется для оформления интерьеров модных стилей. Можно купить не только формы для камня, но и набор сделай сам для изготовления форм - это делает процесс еще проще. Но можно и не покупать дорогой набор, а сделать качественную форму-матрицу от нуля своими руками. Шаблон - готовый камень, одна или несколько плиточных отливок, будет хорошим подспорьем для уточнения подбора цвета. Основой может стать и природный камень, с его оттенками и естественной фактурой. интересно, что искусственный облицовочный камень не обязан выглядеть камнем, с аналогичным успехом можно имитировать красивые фактуры спилов дерева. матричную форму можно выполнить и по камню, и по древесине, предварительно проведя художественную обработку, углубив естественные рельефы, подчеркнуть сучки и свилеватость - результат будет очень декоративным.
Матрица может быть одинарная и комплексом отливок. Второй вариант делать сложнее, и силиконового герметика потребуется в два-три раза больше. Но в результате можно будет одной заливкой делать раппорт облицовочного узора, да и выход камня будет в несколько раз больше. Но любую матрицу нужно отливать в опалубке, и для этой цели годится любой подручный или специально изготовленный инвентарь - коробки, фанерные ящики, посуда, которую не жалко, а для маленького каменного декора сгодится даже картонная коробочка, в которых продают соки. В этих коробках есть фольгирование, и жесткости такой упаковки достаточно, чтобы силиконовая заливка приобрела нужную форму. Из литровых коробок можно даже сделать общую комплексную матрицу, закрепив обрезанные коробки с зазором между стенками в 1,0 -1,5 см, с герметизацией - это будут стенки форм. Приготовив опалубку, приступают к подбору материала заливки и шаблона. Для заливок форм могут быть использованы: герметики полиуретановые, силиконовые или специальный формовочный двухкомпонентный компаунд.
Изготовление матрицы-формы из силиконового герметика
Купить силикон можно в разных фасовках и упаковке, смотря по потребности, или туб объемом 0,31 литра, или ведро весом 7 кг.
- После полной готовности опалубки ее промазывают изнутри любыми жирными смазками, подойдет вазелиновое масло или еще проще - смазать обычным солидолом.
- Затем в опалубку укладывают вверх лицевой поверхностью шаблон - плитку из обработанного природного камня, или искусственную плитку, или деревянный декоративный элемент, или любой другой гладкий или рельефный шаблон, избранный для тиражирования. После укладки шаблон смазывают, чтобы застывший герметик будущей формы легко отстал и его можно было удалить. Очень важно правильно подготовить шаблон, если он сделан из гипсового раствора - проолифить как минимум за три раза или покрыть лаком, с полной просушкой каждого слоя.
- Затем готовят раствор, чтобы смачивать шпатель и кисточку, которыми нужно будет распределять выкладываемый в опалубку силиконовый герметик. Раствор делают из обычного мыла и воды.
- Герметик, расфасованный в тубы, можно выдавить в опалубку и сразу распределить с помощью кисточки, смачиваемой в мыльном растворе. Нужно обеспечить максимально плотное прилегание герметика к лицевой поверхности каменного шаблона, уложенного в опалубку. Воздуха в зоне контакта остаться не должно, поэтому выложенный герметик не только нужно распределить кисточкой, но активно утрамбовать.
- После заполнения опалубки на нужный уровень верх герметика ровняют с помощью смоченного в растворе мыла шпателя. Затем будущая матрица должна находится в покое, чтобы ничто не нарушало процесс полимеризации массива герметика.

Как и при любом методе формовки, спешка с отрывом опалубки может только повредить качеству будущего изделия. Точного времени готовности формы назвать невозможно, но можно ориентироваться по техническим характеристикам силиконовых герметиков, которые имеются на упаковке. В любом случае, матрицу следует держать в покое как можно дольше. Полимеризационные процессы идут снаружи изделия внутрь, примерно со скоростью один - два миллиметра за сутки. Прикинув максимальную толщину слоя силикона в форме, можно посчитать, сколько времени нужно для полного застывания - дни или даже недели. Начинать изготовление форм-матриц нужно намного раньше, чем планируется приступать к облицовочным работам, поскольку застыть должна форма, а затем и каменные отливки. Когда по расчетам (плюс добавочное время для верности) форма застыла, опалубку осторожно снимают, шаблон удаляют, смазку с матрицы смывают - форму можно использовать по назначению.
Силиконовые герметики могут иметь небольшие вариации технических характеристик. Для изготовления форм нужен материал с параметрами:
- Поверхностная пленка на воздухе образуется не более, чем через 20-25 минут после освобождения силикона из упаковки.
- Силиконовый состав жизнеспособен не больше шести часов.
- Разрывная прочность полностью полимеризованного герметика не меньше 0,1 МПа.
- Пластичность - готовый образец можно растянуть до разрыва не менее, чем в три раза (300% относительного удлинения).
- Показатель водопоглощения по весу не больше 1%.
- Удельный вес не больше 1,2 г/см3
- По долговечности - данные зависят от эксплуатации формы
Компаунд для изготовления матричных форм
Специальный компаундный состав, хотя и обходится дороже обычного герметика, дает немало преимуществ при работе с литьевой формой. Популярный двухкомпонентный компаунд силагерм на основе полиуретана выпускается как раз для отливок матричных форм, и полученные формы имеют отличные технические характеристики и намного больший эксплуатационный ресурс, чем формы из силикона.
Данный компаунд применяют и для домашнего изготовления форм-матриц под отливку отделочного камня, и для намного более серьезных процессов. Отливка скульптурных изделий, гипсовой лепнины и другого декора тоже выполняется в формах из данного материала.

Цвет компаунда Силагерм - бежевый, фасовка мелкая - 1,5 кг и крупная - 7,5 кг. Характеристика по твердости у готовой формы от 30 до 40 единиц по Шору.
О качестве будущей формы по сравнению с силиконовым вариантом можно судить по техническим характеристикам:
- Разрывная прочность не меньше 3,0 МПа.
- Пластичность - готовый образец можно растянуть до разрыва не менее, чем в четыре раза (400% относительного удлинения).
- Усадку матрица-форма из компаунда Силагерм дает не более 1%. Но более важны сроки полной готовности формы - не более суток со времени заливки. Для увеличения срока службы готовой формы из компаунда ее рекомендуют промазывать изнутри разделительными смазками типа Типром.

Особенности изготовления матричных форм из компаунда
- Двухкомпонентные компаунды различных производителей - как отечественного материала Силагерм, так и более дорогих вариантов, например, германский poly 74-45, требуется замешивать и заливать в опалубку очень быстро, поскольку живет состав не более получаса при температуре воздуха до 50 град С. Но перемешивать требуется до полной однородности смеси. Пропорции смешивания - один к одному. Для того, чтобы матрица-форма имела эстетичный вид, в составе имеется красящий пигмент.
- Перемешивают компоненты состава вручную шпателями, но лучший вариант для замеса большей массы смеси - воспользоваться дрелью с веничком-насадкой. Миксером работают на малых оборотах, «взбивать» компаунд нельзя. Это важно для плотности смеси - воздуха в составе быть не должно.
- Очень важно тщательно покрывать шаблоны камня смазкой, для этого применяют технический вазелин или специальный воск. Промазка должна быть качественная и плотно заполнять рельеф, поскольку полиуретановая смесь имеет сильнейшую адгезию к камню, влипает намертво. Если оставить неразделенные участки, то вероятнее всего, что форма окажется испорченной, ее невозможно будет оторвать от шаблона.
- Устанавливают опалубку с залитым компаундом строго горизонтально, проверяя плоскость по строительному уровню. Неровность формы, получившаяся из-за неидеальной плоскости установки. Приведет к тому. Что отливаемые камни будут получаться с перекошенными монтажными поверхностями. Облицовка такими изделиями с высоким качеством вряд ли возможна, и в любом случае очень затруднена.
- Заливают компаунд в подготовленную опалубку в темпе, но очень осторожно, чтобы не захватывать в смесь ненужных пузырей воздуха. Верх залитого уровня должен обеспечить не меньше, чем 8-10 мм толщины дна будущей формы.
- Воздух так или иначе все равно попадает в заливку, поэтому нужно принять меры, чтобы его удалить - осторожно потрясти свежезалитую опалубку, простучать стенки. На верху заливки выступят пузыри, которые через десять минут нужно снять осторожным движением шпателя. Затем форма должна находится в покое и твердеть.

Срок твердения производители указывают - сутки, но практичнее не торопиться и выждать для страховки минимум еще двое суток, до гарантированного набора прочности состава. После того. Как форма будет отделена от шаблона и опалубки, ее выдерживают на воздухе еще два - три дня, а затем можно заливать матрицу-форму смесями даже с температурой +120⁰С.